
1. INTRODUCTION
Phosphogypsum (PG) is a waste by product obtained
by the processing of phosphate rock for the production of phosphoric acid in
the fertilizer industry by Wet acid method. Phosphate ores are naturally
radioactive substances and their radioactivity originates mainly from 238U and
232Th. The PG is mainly contains the compound of CaSO4 .2H2O
but also contains impurities such as H3PO4, Ca(H2PO4)2.H2O,
CaHPO4.2H2O and Ca3(PO4)2,
residual acids, fluorides (NaF, Na2SiF6, Na3AlF6,
Na3FeF6and CaF2),sulphate ions, trace metals
(e.g. Cr, Cu, Zn and Cd), and organic matter as aliphatic compounds of carbonic
acids, amines and ketones, adhered to the surface of the gypsum crystals. The
Fig 1.1 below shows the by-product phosphogypsum.

{kind=link}
Fig.1.1. Phosphogypsum
The quantity of PG produced is very large such that
for each 1 ton of phosphoric acid production, there is a coproduction of 5 tons
of calcium sulphate (PG) [1].
Phosphoric acid can be produced by two methods a)
Dry thermal method and b) wet acid method. In dry thermal method produces
element phosphorus using an electric arc furnace. The wet acid method includes
the treatment with sulphuric acid.
Fig 1.2 shows the schematic representation of
phosphate process.
The process included are given below chemical
equation 1.1
Ca5 F (PO3)4 +
H2SO4 +10H2O = 3H3PO4 +
5CaSO4 .2H2O + HF……… (1.1)
The wet process is economic but generates a large amount of PG (5 tons of PG per ton of phosphoric acid produced) [1]. The nature and characteristics of the resulting PG are strongly influenced by the phosphate ore composition and quality.
Wet processing causes the selective separation and
concentration of naturally occurring radium (Ra), uranium (U) and thorium (Th).
About 80% of 226 Ra is concentrated in PG while nearly about 86% U and 70% of
Th end up in the phosphoric acid.

{kind=link}
Fig.1.2. Schematic Representation of Phosphate
Process
1.1. PROPERTIES OF PHOSPHOGYPSUM
Properties of PG may vary with respect to some of
the factors given below
1) Nature of the phosphate ore used
2) Plant operation efficiency
3) Disposal method
4) Age
5) Location and depth of land fill or stack where
the PG is dumped
PG is a powdery material has
no plasticity. It is mainly of calcium sulphate di hydrate, (>90% gypsum and
sodium fluorosilicate (Na2SiF6). Due to the residual phosphoric, sulphuric and
hydro-fluoric acids in the porous PG it is an acidic by product of pH <3 .="" 0.9="" 1.7="" 1="" 2.27="" 2.40g="" 25-30="" 2="" a="" after="" allowed="" and="" been="" between="" bulk="" cake="" cm3.="" cm3="" cm="" conditions.="" conductivity="" content="" density="" depending="" drain="" filter="" free="" from="" g="" greatly="" has="" highly="" how="" hydraulic="" in="" is="" it="" its="" local="" long="" may="" moisture="" of="" on="" particle="" pg="" ph="" range="" ranges="" reported="" s.="" salt="" size="" solubility="" soluble="" span="" stacking="" the="" to="" upon="" usually="" vary="" vertical="" water.="" water="" weather="">
While in morphological point
of view PG has a predominant particle size ranging between 0.250 and 0.045 mm
in diameter, depending on the sources of the phosphate rock and the reactor
conditions sowed that PG has a marked crystal structure, mostly rhombic and
hexagonal forms.
2. TREATMENTS
In view of the above mentioned characteristics of
PG ( more than 90% gypsum) and its attractive economic potential, PG have wide
applications in construction field and soil stabilisation. But due to its
increasing concerns about environmental pollution some treatments are carried
out in PG for its purification. Treatments are classified as chemical
treatment, physical treatment and thermal treatment.
2.1. CHEMICAL AND PHYSICAL TREATMENTS
For making the PG harmless and making suitable for
applications methods such as washing, wet sieving and treatment with citric
acid are done.
2.1.1. Treatments with Citric acid
PG samples were thoroughly shaken with 2-5% aqueous
citric acid solution in a mechanical shaker for 15-25 min at 30 ºC, filtered
through a Buchner funnel and washed with 0.5-1 % aqueous citric acid solution
then washed with plain water two to three times. The purified gypsum samples
were dried at 42 ºC and analysed for residual impurities.
Impurities of phosphates present in PG combine with
aqueous citric acid and form water soluble phosphoric acid (H3PO4), whereas
fluorides combine with aqueous citric acid and form water-soluble sodium
citrate (Na3(C6H8O7), hydrofluoric acid (HF), hydrofluorosilicic acid (H3SiF6),
hydrofluoroaluminate (H3AlF6) and hydrofluoroferrate (H3FeF6) compounds as per
the following chemicals equations 2.1.
Reaction with phosphatic compound are shown below
C6H8O7 +
3Ca(H2PO4)2.H2O = Ca3(C6H5O7)2
+ 2H3PO4 ……… (2.1)
C6H8O7 +
3CaHPO4.2H2O = Ca3(C6H5O7)2 +
2H3PO4 + 2H2O
C6H8O7 + Ca3(PO4)
= Ca3(C6H5O7)2 + 2H3PO4
Reaction with
fluoride compounds are shown below
2C6H8O7 +
3NaF = Na3(C6H5O7)2 +
3HF
C6H8O7 + 3Na2SiF6 =
Na3(C6H5O7)2 + H3SiF6
C6H8O7 + 2Na3AlF6 =
Na3(C6H5O7)2 + H3AlF6
C6H8O7 +
2NaFeF6 = Na3(C6H5O7)2 +
H3FeF6
2C6H8O7 + CaF2 =
Ca3(C6H5O7)2 + 3HF
All the above products are water soluble and can be
easily removed with a stream of water.
2.1.2. Wet Sieving Method
This process of purification process is based on
wet sieving and hydro cyclone trials. In this method the PG sample was firstly
wet sieved through a 300 micron sieve and then washed and dried at 42º C.
Results showed that impurity concentrations were
lower in the fine fraction that passed through the sieve (85%) than in the
coarse fraction retained in sieving (15%), dropping from 1.28 to 0.41% for
P2O5, from 1.80 to0.57% for fluorides, and from 1.58 to 0.34% for organic
matter.
In case of hydro cyclone purification treatment, PG
was mixed with water (in a proportion of 1:3 by volume) for 30, 50 and 65min in
order to solubilize the impurities. Under flow and over flow samples were
collected from the PG slurry and dried at 42ºC. Comparatively to the over flow samples
the under flow samples were characterised by high pH values 5.8 – 6, a high SO3
content, and a lower level of P2O5, fluorides, organic matter and alkalis.
These results are similar to those obtained with wet sieving treatment.
The PG purification process employed by, consisting
of washing PG with water, sieving it through a 100 micron sieve, and calcining
it at different temperatures (low and high). In order to improve the setting
time and the compressive strength of the resulting material, accelerators (such
as calcium hydroxide) were added to the calcined PG.
2.1.3. Production of Beneficiated PG
Based on the wet sieving technic a pilot plant is
used to produce beneficiated phosphogypsum. Pilot plant consists of a mixer,
300 micron vibratory screen, centrifuge, rotary drier, ball valves and
centrifugal pumps. The slurry tanks, settling tube and centrifuge were
connected with each other through pipe fitted with control valve system. The
rotary drier was fitted separately with a hopper for supplying PG and an
automatic discharge for PG. The slurry tank was filled with requisite quantity
of water and churning was started. The unprocessed PG was introduced into the
mixer in proportion of 1:3 by volume of PG and water respectively. The gypsum
water slurry was allowed to enter through the side valve slurry pump for
uniform mixing.
The gypsum slurry was pumped into the vibratory
screen to remove coarse fraction. Majority of gypsum passing through the screen
is shifted to the centrifugal pump to remove excess of water containing water
soluble P2O5, F, organic matter and alkalies. The gypsum containing 25-26% free
moisture was dried in LPG run rotary drier at 110-120ºC to get dry beneficiated
phosphogypsum of free moisture content of below 2%. Fig.2.1 Shows the Pilot
Plant for Beneficiated PG.

{kind=link}
Fig. 2.1. Pilot Plant for Beneficiated PG
2.2. THERMAL TREATMENT
PG washed with water and not washed was calcined at
temperatures of 170, 600, 750, 850, and 950 ºC for 3 h. The calcination process
was carried out using an electrical oven. The composition of PG oxides after
calcination was determined by chemical analysis and is presented in Table 2.1.
The compound composition also determined composition after calcination using
the X-ray diffraction technique and results are given in Table 2.2.
Table 2.1. Composition of PG by Chemical Analysis

{kind=link}
Table 2.2. Compound Composition by X-Ray Diffraction

{kind=link}
3. PG AS A SOIL STABILIZER
Chemical stabilisation is the process of
modification of the properties of a locally available soil to improve its
engineering performance. Phosphogypsum is used with cement and fly ash (FA) as
a chemical stabilisation material to improve the Engineering properties of
selected soils. PG and FA are industrial by-products generated by phosphoric
fertilizer industry and thermal power plant. PG can be stabilised with class C
fly ash and cement for potential use in soil stabilisation.
FA is a pozzolanic material and has been classified
into 2 classes F and C, based on the chemical composition. Class F fly ash is
produced by burning anthracite and bituminous coal and class C fly as is
produced by burning lignite and sub bituminous coal.
The major difference between class F and class C,
fly ash is in the amount of calcium and the silica, alumina, and iron content
in the ash. Class C fly ash in addition to having pozzolanic properties, also
has some cementitious properties and it has been successfully used as part of
the binder in stabilised base applications.
The addition of Portland cement or fly ash to PG
yields slightly higher maximum dry density and optimum moisture content values
for stabilised PG mixtures than those of unstabilised PG samples. These studies
recommended that cement with C3A content less than 7% can be used with PG.
Generally the clay content of the soil increases
the quantity of cement required for stabilization. Some researchers recommend
that the range of cement contents can be selected as 5–15%. It is also
recommended that stabilized base mixtures containing PG should be designed as
close as possible to optimum moisture content and maximum dry density
conditions, as determined by either the modified or standard Proctor test
method.
3.1. EXPERIMENTAL STUDY
Representative soil samples were collected at 1.5 m
depth from deposits in Balikesir, Turkey. The properties of the soil samples
designated as soil I and soil II are shown below Table 3.1
Table 3.1. Properties of Soil

{kind=link}
Soil samples can be classified as an A-7-5 soil in
the AASHTO soil classification system. The soil samples are MH/silt and CH/clay
type according to the Unified Soil Classification System. The cement used was
Portland composite cement. The physical, chemical and strength properties of
Portland composite cement (C) are presented in Table 3.2.
Table 3.2 Chemical Composition of Materials

{kind=link}
The percentage of cement retained on sieve no. (45
micron sieve) was 6.9%.FA was obtained from Soma Seas Thermal Plant in Manisa,
Turkey. The Soma FA was produced from lignite coal and contains significant
amount of CaO with a lime content of 15.34%. The chemical composition of FA is
given in Table 3.2.
According to ASTM C 618 Soma FA can be classified
as class C fly ash due to its chemical composition. This fly ash in addition to
having pozzolanic properties also has some cementitous properties. The total
amount of SiO2, Al2O3 and Fe2O3 is 74.32% which is an amount larger than the
value given by ASTM standard for type C class fly ash. The amount of SO3 with
0.99% is less than the value given by the standards. Pozzolanic activity index
(PAI) of Soma FA is 88% at 28 days and this value satisfies the ASTM C 618
limit (75%). PAI also meets the TSI and EN criteria that are 75% and 85% at 28
days and 90 days, respectively. The retained on the sieve 45 micron was 16%
which was less than 40%.
3.2. PROCEDURE
PG is generated as a filter cake in the wet process
and is pumped in slurry form to holding ponds. The wet PG may need to be spread
out in fairly thin layers for a few days. For this reason the appropriate
amount of PG and soil were air dried. The air dried soil was first passed
through a 425 micron standard sieve before tests. The required amount of
stabiliser measured as a percentage of dry soil was added to soil and mixed
thoroughly to produce a homogenous soil blends. Then the appropriate amount of
water calculated by weight of the soil mass was sprayed on the soil blends.
The samples were moulded at maximum dry density and
optimum moisture content in accordance with TSI procedure. Atterberg limits,
standard proctor tests and unconfined compression strength tests were carried
in the soil were stabilisers are added at variable percentages. Compaction
characteristics and the description of soil mixtures are given in Table 3.3 and
3.4 respectively.
Each soil samples used in the unconfined
compressive strength tests was statically compacted in the cylindrical in the
mould (38 mm in diameter and 76 mm in diameter high) at the optimum moisture
content and maximum dry density. For curing, the samples were closely wrapped
and placed in laboratory room where the temperature was maintained around 21ºC.
The samples cured for 2 days and after curing unconfined compressive strength
test was conducted.
3.3. RESULTS AND DISCUSSIONS
The effect of cement stabilisation and cement and
PG stabilisation on the consistency limits are shown below in Table 3.3.
Table 3.3. Effects on Consistency Limits with C and PG

{kind=link}
It can be observed that a reduction in plasticity
of stabilized soil as a result of increase in liquid limit values. Treatment
with cement and phosphogypsum generally reduces the plasticity of the soils.
Plasticity index was not determined for each soil with addition of 10% and 15%
of cement.
Generally 2.5–5% of cement and 2.5–5% of
phosphogypsum show the optimum amount to reduce the plasticity of soils.
Fig.3.1. shows the effect of the addition of cement and cement–phosphogypsum
mixtures on the compaction characteristics of the soils.

{kind=link}
Fig. 3.1. Variation of Compaction Characteristics
of Soil Stabilised with
Cement/Cement –PG, a) Maximum Dry Density b)
Optimum Moisture content
An increase in dry unit weight and a decrease in
optimum moisture content occurred as the cement and phosphogypsum contents
increased for all soils. The increase in dry unit weight is generally accepted
as an indicator of improvement. The maximum dry unit weight and optimum
moisture content and consistency limits of soils mixed with fly ash and fly
ash–phosphogypsum mixtures are reported in the Table 3.4.
Table 3.4 .Consistency Limits with FA and PG

{kind=link}
The addition fly ash generally decreases the plasticity index. Fly ash reduces the plasticity index of high plasticity soils but has little influence on the plasticity index of low plasticity fine soils. This behaviour is attributed to smaller particle size, higher specific surface area and less crystallinity that make the clay minerals more susceptible to lime.
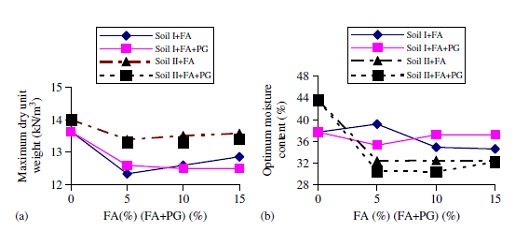
The effect of fly ash and fly ash–phosphogypsum on
maximum dry unit weight and optimum moisture content of stabilized soils are
shown in Fig.3.2.

{kind=link}
Fig. 3.2. Variation of Compaction Characteristics
of Soil Stabilised with FA/FA –
Phosphogypsum, a) Maximum Density b) Optimum
Moisture Content
Maximum dry unit weight and optimum moisture
content decreases with increasing of fly ash and phosphogypsum content. There
is also a substantial decrease of optimum moisture content at 5% of FA for soil
II and after then the value remains relatively constant. By the addition of 5%
of fly ash alone causes the increase in optimum moisture content of soil II.
The maximum dry unit weight decreases with
increasing fly ash content because of the lower specific surface gravity of the
fly ash than that of the soils. Some researchers also indicate that the
reduction in dry unit weight occurs because of both particles size and specific
gravity of soil and stabilizer. Fig.3.3 shows the unconfined compressive
strength test results of soils stabilized with cement, fly ash and
phosphogypsum. Unconfined compressive strengths of untreated soils were in all
cases lower than treated soils.

{kind=link}
Fig. 3.3. Unconfined Compressive Strength of Soil
stabilized with Addition of (a) Cement and Cement–Phosphogypsum, (b) Fly ash and Fly
ash–Phosphogypsum.
There is significant gain strength with addition of
cement. The gain in unconfined compressive strength is dependent on the cement
content. The cement content has significantly higher influence than fly ash content.
A high increase in unconfined compressive strength occurred with 15% of cement
content for soil II.
4. CONSTRUCTION & BUILDING APPLICATIONS
Manjit and Mridul at 2000 developed the production
of stable, high strength anhydrate cement according to USA standards. PG was
exposed to 500, 600, 700, 800, 900, and 1000 ºC for 4h, and after cooling, the
different anhydrates obtained were grounded in a ball mill. X –Ray diffraction
and scanning electron microscopy studies showed that compressive strength improved
in all cases with curing time and mainly exceeded the USA standard value of 17
Mpa at 28 days. The maximum compressive strength (38.90Mpa) was obtained within
the use of a mixture of Na2SO4 and FeSO4 as activator [1].
Mridul at 1996 reported that a cementitious binder
made with calcined PG (hemihydrate), fly ash and hydrated lime in proportions
of 40, 40, and 20% respectively, and cured for 28 days at 50ºC can have
different applications as a building material.
The binder materials cured at 27 ºC exhibited
higher strength, better water resistance and lower porosity, which is
attributed especially to the high amount of hydration products such as
ettringite and tobermorite. The durability test involved various cycles of
alternate wetting and drying on the one hand, and heating and cooling on the
other hand by increasing the temperature from 27 to 60 ºC. When the
cementitious material was cured at 50 ºC, contrarily to those cured at 27 ºC, a
lower fall in strength and weight loss was observed with the alternate wetting
and drying cycles. Moreover, in the case of alternate heating and cooling
cycles no strength variation or weight loss was noted [1].
4.1. CEMENT INDUSTRY APPLICATIONS
H. Taybi et al had tested the effect of PG as a
mineralizer on the burning temperature of clinker and as a set controller in
Portland cement as well as its effect on cement properties and its effect on
cement setting time and mechanical properties. Mehta & Brady at 1997
proposed to reduce the temperature of clinker formation by adding and mixing
the PG with the raw mix before clinkering [1].
Cement were made by inter grinding PG and reagent
gypsum with the raw mix to obtain a clinker with 2% SO3 content, which was
burning at the temperature 1285 ºC for 1 h and then cooling by air. On the
other hand, by grinding PG and the reagent gypsum added directly to the
clinker. The data indicated that the cement prepared with PG which was mixed
with the raw mix before clinkering required the lowest time of milling (55min)
while the one made by incorporating PG directly to the clinker required 90 min.
This confirmed the negative effect of the impurities on the grinding process
[1].
4.1.1. Effect of PG in Portland cement
It is shown that the setting time of the cement is
prolonged and the compressive strength of the cement was reduced to a greater
extend as compared to the natural gypsum. The prolongation of setting can be
attributed to the formation of the protective coatings of Ca3(PO4)2 and CaF2.
As a result the hydration of cement is suppressed. These layer no longer as a
barrier for the water to react with the cement. Chemical equation 4.1 shows the
formation of protective layer.
H4P2O72- +
4OH- = 3H2O + 2PO43- ………………… (4.1)
2PO43- + Ca2+ =
Ca3(PO4)2
SiF62- + 6OH- =
6F- + 6 SiO32- + 3H2O
17 6F- + Ca2+ = CaF2
On addition of beneficiated phophogypsum the
retardation of setting time reduced and the compressive strength increased due
to the removal of impurities. Table.4.1 shows the properties Portland cement
with PG.
Table 4.1. Properties of Portland Cement with PG

{kind=link}
The cement made by incorporating PG before
clinkering and in comparison with that made by adding directly to cement plant
clinker allowed very efficient energy savings by reducing the heat energy
required for the clinker process and power consumed for the grinding process.
The addiction of 5% PG at 900ºC to 90% Portland
cement in the presence of 5% silica fume improves the hydraulic properties of
cement as well as its mechanical properties for up to 90 days [1] .
Different PG percentages between 0 and 10% were mixed with the raw material and
heated for 30 min at a rate of 30ºC/min up to1450 ºC to produce clinker. The
incorporation PG resulted in an increase in the initial limestone de
carbonation temperature from 750 ºC for the clinker raw material without PG to
900 ºC. At 950 ºC an adverse effect was observed due to the catalytic effect of
PG which accelerates the lime combination process and the free lime content was
more significant in the mixture with a lower PG content. When the heat
temperature reached 1000 ºC the mixtures containing a higher amount of PG
showed that lowest free lime proportion demonstrating that de carbonation was
completed.
However the clinker forming temperature was
decreased in relation to the PG content. PG with 10% PG contained a higher
alite percentage of (56%) and negligible free lime content (0.4%), in spite of
the low burning temperature of 1200 ºC the ordinary clinker contained 52% alite
at 1450 ºC [1].
In comparison with the ordinary clinker the PG
clinker was characterised by a high SO3 content and the presence of small
crystals and a low amorphous phase. The grinding time was decreased from 26 min
for ordinary clinker to 19 min for the PG clinker [1].
H.Taybi et al was attempt to incorporating PG in
the manufacture of Portland slag cement. The process consists of burning PG for
2 h in a muffle furnace at 200, 400, 600, 800 ºC with a heating rate of 10
ºC/min. after calcining, PG is cooled, crushed and ground in an agate mortar
machine. It is the sieved through a 90 micron sieve before mixed and
homogenised with Portland cement clinker and blast furnace slag.
The results obtained indicate that increasing the
temperature of the PG treatment reduced the P2O5 and fluorides content.
Consequently the initial and final setting times of the pastes were decreased
while their mechanical strength improved and also high degree of hydration.
Therefore the hydraulic properties of Portland slag cement can be effectively
with the incorporation of 6% of thermally calcined PG at 800 ºC.
The combination of calcined PG– fly ash–lime hollow
blocks act as an alternative to conventional wall bricks. The procedure
involved firstly mixing calcined PG and fly ash in different weight proportions
and then incorporating the hydrated lime slurry to the mix. The study showed
that the compressive strength of the hollow blocks increased by extending the
curing time from 24 to 120 days. For a specific proportion of PG (20–30%), the
compressive strength was improved when increasing the amount of fly ash,
reaching a maximum value at a fly ash content of 35–40%. Also, for the same
proportion of fly ash, when the PG content was reduced from 30 to 20% the
hollow blocks exhibited lower strength. Concerning the durability of PG –fly
ash– lime hollow blocks in sulphate environments, it was reported that they
have sufficient strength for use as a construction material [1].
On the other hand, studies have been focused on the
development of several applications of PG with cement, fly ash and lime in the
construction industry. The potential of using calcined PG as an activator of
fly ash–lime binders to increase early strength. PG used was heated at 135 ºC
for 3 h and then crushed in a roller mill for about 8 min before being
incorporated in different proportions (0, 5, 8,10,12 and 15% by weight) to the
fly ash and lime mixture [1].
The specimens obtained were cured in two
conditions, some at room temperature and the others firstly at 45 ºC and 90%
humidity for 12 h and then at room temperature. The study showed that the
specimens showed different behaviour according to their curing conditions. In
the case of the specimens cured at room temperature, compressive strength was
significantly improved by the incorporation of 8% calcined PG. Also, for the
same fly ash content (75%) and an increasing PG content, the early strength (1,
3 and 7 days) improved, while the late strength (after 7 days) decreased. The
strengths at different ages of samples cured first at 45 ºC in 90% humidity
were considerably improved.
The mineralogical study of the specimens with
calcined PG confirmed the formation of ettringite and gypsum, which accelerated
the pozzolanic reaction of fly ash and consequently greatly enhanced the
mechanical strength [1].
5. ENVIRONMENTAL IMPACT OF PHOSPHOGYPSUM
PG management is one of the most serious problems
currently facing in the phosphate industry. The storage of PG without any prior
treatment requires large land areas and can cause serious environmental
contamination of soils, water and the atmosphere. Negative atmospheric impacts
can be caused by the erosion of PG piles and the release of highly polluting
substances, due to the presence of hazardous vapours containing heavy metals,
sulphates, fluorosilicates.
5.1. ATMOSPHERIC CONTAMINATION
The impact of PG radionuclide concluded that 90% of
Po and Ra originally present in phosphate rock remain in PG, whereas the
remaining U percentage is well below 20%. Thus the potential problem of PG
piles is the emanation of 222Rn from the alpha-decay of 226Ra, a radionuclide
classified by the USEPA as a Group A human carcinogen, whose common presence in
PG led to the regulation of PG disposal under the National Emission Standards
for Hazardous Air Pollutants (NESHAP) and the National Emission Standards for
Radon Emission from PG Stacks.
The EPA ruling restricts PG exceeding 370 Bq/kg of
226Ra from being used on agricultural soil. The maximum regulatory limit of
222Rn exhalation (the flux density of 222Rn gas entering the atmosphere from
the surface of a 226Ra-bearing material) is 0.74 Bq/m2/s [1].
As an example PG stacks located on salt marshes in
Huelva (Spain) contain about 100 Mt of PG (area of approx.1200 ha, with an
average height of 5 m) and are generally not completely water tight or even
covered with any inert material, leading to a local gamma radiation level
between 5 and 38 times the normal rate (0.74 Bq/m2/s).
5.2. WATER CONTAMINATION
Another matter of concern is the leachability of
hazardous elements from PG and thus the contamination of groundwater under
lying PG stack. Since PG waste is generally transported and disposed as aqueous
slurry, PG piles can be affected by tidal variations and dissolution/leaching
of the elements naturally present in the PG can occur.
Dissolved elements may be deposited in nearby soils
or transferred to waters and finally to living beings. When PG was exposed to
natural weather conditions (rain) the maximum 226Ra activity in the leachate
was 0.53 Bq/l while the minimum was 0.07 Bq/l. Most 226Ra values determined in
the leachates exceeded the limit value of 0.1 Bq/l prescribed by the Bureau of
Indian Drinking Water Standards.
The laboratory results indicated that rainwater
leached less 226Ra (0.09–0.28 Bq/l) than distilled water (0.08–0.38 Bq/l). When
PG was exposed to natural weather conditions (rain) the maximum 226Ra activity
in the leachate was 0.53 Bq/l while the minimum was 0.07 Bq/l. Most 226Ra
values determined in the leachates exceeded the limit value of 0.1 Bq/l
prescribed by the Bureau of Indian Drinking Water Standards.
6. CONCLUSION
Since it is a waste by-product obtained in the
fertilizer industry it should be safely utilised rather than dumping due to its
negative impact. PG is a harmful radioactive element and the the potential
problem of PG piles is the emanation of 222Rn from the alpha-decay of 226Ra and
the leachability of PG in to ground water. Thus PG stock piles possess a
negative impact to the surroundings.
The study about the phosphogypsum concluded that.
1) Treatment with phosphogypsum, fly ash and cement
generally reduces the plasticity index. Principally, a reduction in plasticity
is an indicator of improvement.
2) The maximum dry unit weight of phosphogypsum
stabilized soils increases with increasing phosphogypsum content. Besides this,
fly ash content decreases the maximum dry unit weight.
3) Unconfined compressive strengths of unstabilized
soils were lower than the stabilized soils. The cement content has a
significantly higher influence than the fly ash content.
4) The anhydrite cement produced from PG has lower
energy requirements than other traditional building materials
5) Cement prepared with the PG which was mixed with
the raw mix before clinkering required the lowest time of milling (55 min).
6) PG also used as mineralizer, decreased the
retarding effect from 155 min for the control sample to 75 min.
7) The addition of 5% of calcined PG at 900 ºC to
90% Portland cement in the presence of 5% silica fume improves the hydraulic
properties of cement as well as its mechanical properties for up to 90 days.
8) The hydraulic properties of Portland slag cement
can be effectively with the incorporation of 6% of thermally calcined PG at 800
ºC.
9) In comparison with the ordinary clinker the PG
clinker was characterised by a high SO3 content and the
presence of small crystals and a low amorphous phase
10) Even though the mechanical strength of the
concrete is decreased with the addition of PG, it can be used for low strength
building applications such as floor tiles, low strength hollow bricks etc.
7. REFERENCE
1. H. Tayibi et.al (2009),
“Environmental Impact and Management of
Phosphogypsum”, Journal of Environmental Management ,Volume 90, Page No. 2377–2386
Phosphogypsum”, Journal of Environmental Management ,Volume 90, Page No. 2377–2386
2. M.M. Smadi et.al (1999),
“Potential Use of Phosphogypsum in Concrete”, Cement and Concrete Research,
Volume 29, Page No. 1419–1425
3. N. Degirmenci et.al (2007),
“Application of Phosphogypsum in Soil
Stabilisation”, Building and Environment, Volume 42, Page No. 3393–3398
Stabilisation”, Building and Environment, Volume 42, Page No. 3393–3398
4. M. Singh et.al (2002),
“Treating Waste Phosphogypsum for Cement and
Plaster Manufacture”, Cement and Concrete Research, Volume 32 Year 2002 Page No. 1033–1038
Plaster Manufacture”, Cement and Concrete Research, Volume 32 Year 2002 Page No. 1033–1038
5. Manjit Singh and Mridul
Garg (2002), “Production of Beneficiated Phosphogypsum for Cement
Manufacture”, Journal of scientific and industrial research, Volume 61, page
533-537.
{kind=link}